
Zirconium silicate microbeads B120 for steel surface finishing
-
Transport Package:
-
25 kgs per bucket
-
Specification:
-
B120
-
Trademark:
-
HAIXU ABRASIVES





- Product Details
- {{item.text}}
Quick Details
-
Origin:
-
China
-
Shotblast Type:
-
Shot Blasting
-
Shotblast Material:
-
Other
-
Sandblasting Type:
-
Automatic Sandblasting
-
Shotblast Application:
-
Auto Parts Aircraft Parts
-
Sandblasting Method:
-
Other
-
Sandblasting Applications:
-
Metallurgy
-
Mohs Hardness:
-
7.0
-
Vickers Hardness:
-
700HV
-
Rockwell hardness:
-
60HRC
-
Specific gravity:
-
3.85g/cm3
-
Payment:
-
L/C T/T Paypal
-
Export Port:
-
Tianjin
-
Output:
-
2000 Tons per year
-
Model NO:
-
B120
Quick Details
-
Mohs Hardness:
-
7.0
-
Vickers Hardness:
-
700HV
-
Rockwell hardness:
-
60HRC
-
Specific gravity:
-
3.85g/cm3
Products Descripition
Zirconium silicate microbeads B120 for steel surface finishing
The significant advantage of zirconia beads for shot blasting is their high durability and the ability to be cycled dozens of times. Zirconia bead ceramic sand has low magnetic content and high spheroidization rate, making it suitable for forming a matte and glossy sandblasting surface.
Product Image


Advantage Introduction
Characteristics of ceramic sand zirconia beads for sandblasting:
1. It has a significant weight, high wear resistance coefficient, high mechanical strength, and a Mohs hardness of 7.0, suitable for most metal alloy materials.
2. Spherical particles will not scratch the metal surface, and can also eliminate stress and improve the surface brightness of the sandblasted material.
3. The crystal size of zirconia is small, and its high strength and dense organizational structure can prevent particle breakage and prevent the generation of dust.
4. The main chemical components of ceramic sand are zirconia, silica, and alumina, with low magnetic content and iron content below 0.1%, which will not produce metal iron residues.
5. The number of cycles and shot peening smoothness are tens of times better than glass beads.
Product Index
Chemical composition of ceramic shot:
| Chemical | Typical value(%) | Value range(%) |
| ZrO2 | 63.80 | 60-70 |
| SiO2 | 26.82 | 28-33 |
| AL2O3 | 9.08 | Max 10 |
| Fe2O3 | 0.03 | Max 0.1 |
| TiO2 | 0.24 | Max 0.4% |
Physical features of ceramic shot
| Mohs Hardness | 7.0 |
| Vickers Hardness/ Rockwell hardness | 700HV/60HRC |
| Specific gravity | 3.85g/cm3 |
| Bulk density | Size >125um:2.30g/cm3,size<125um:2.1-2.2g/cm3 |
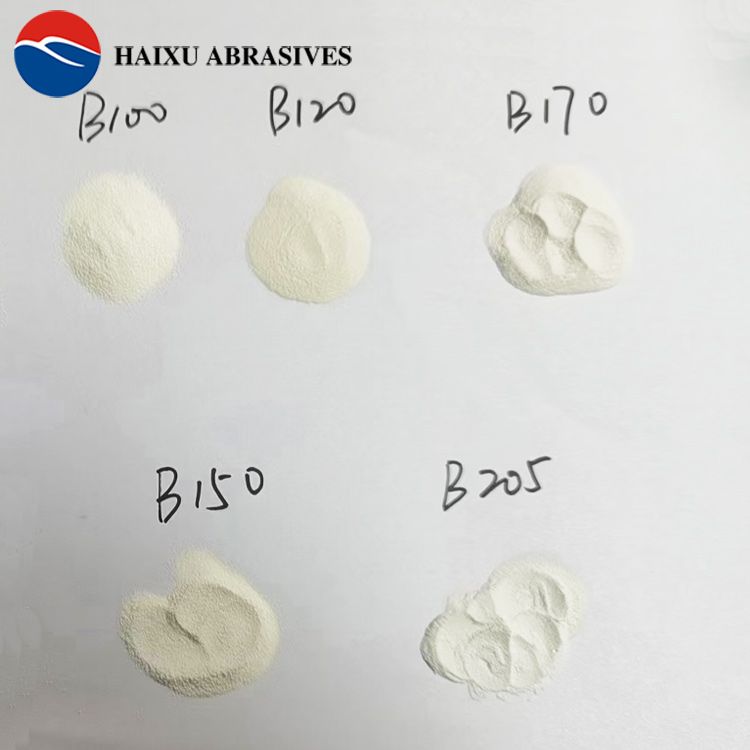
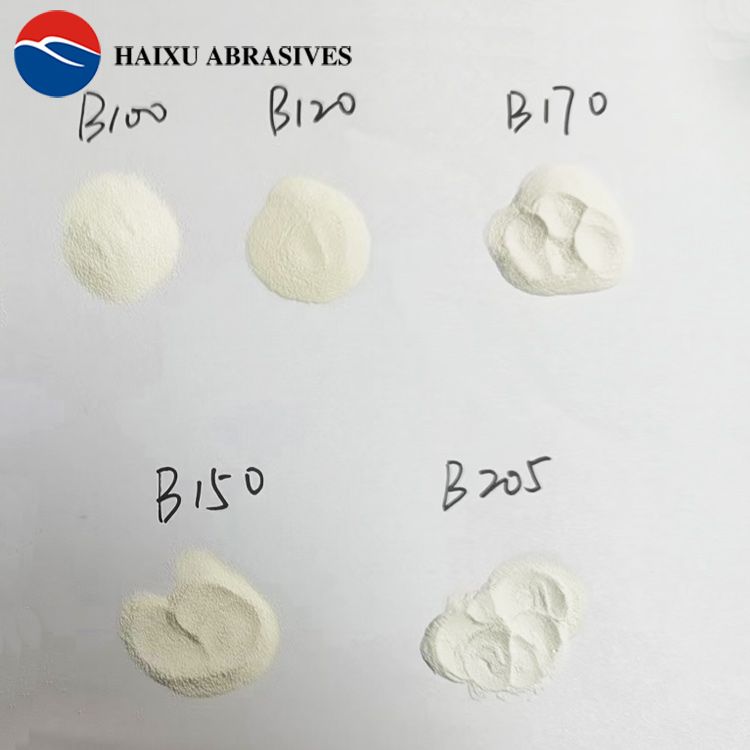
Specification
Shot peening ceramic beads:
| Specification | Diameter | Sieve Retained Ratio | Percentage of Beads sphericity ≥ 0.8 |
Z100 | >0.180 mm | 0-0.5% | ≥80% |
| 0.150-0.180 mm | 0-5% | ||
| 0.106-0.150 mm | 0-81.5% | ||
| 0.063-0.106 mm | 0-10% | ||
| <0.063 mm | 0-3% | ||
Z150 | >0.250 mm | 0-0.5% | ≥80% |
| 0.212-0.250 mm | 0-5% | ||
| 0.150-0.212 mm | 0-81.5% | ||
| 0.125-0.150 mm | 0-10% | ||
| <0.125 mm | 0-3% | ||
Z210 | >0.355 mm | 0-0.5% | ≥80% |
| 0.300-0.355 mm | 0-5% | ||
| 0.212-0.300 mm | 0-81.5% | ||
| 0.180-0.212 mm | 0-10% | ||
| <0.180 mm | 0-3% | ||
Z300 | >0.500 mm | 0-0.5% | ≥70% |
| 0.425-0.500 mm | 0-5% | ||
| 0.300-0.425 mm | 0-81.5% | ||
| 0.250-0.300 mm | 0-10% | ||
| <0.250 mm | 0-3% | ||
Z425 | >0.710 mm | 0-0.5% | ≥70% |
| 0.600-0.710 mm | 0-5% | ||
| 0.425-0.600 mm | 0-81.5% | ||
| 0.300-0.425 mm | 0-10% | ||
| <0.300 mm | 0-3% | ||
Z600 | >1.000 mm | 0-0.5% | ≥65% |
| 0.850-1.000 mm | 0-5% | ||
| 0.600-0.850 mm | 0-81.5% | ||
| 0.425-0.600 mm | 0-10% | ||
| <0.425 mm | 0-3% | ||
Z850 | >1.400 mm | 0-0.5% | ≥65% |
| 1.180-1.400 mm | 0-5% | ||
| 0.850-1.180 mm | 0-81.5% | ||
| 0.710-0.850 mm | 0-10% | ||
| <0.710 mm | 0-3% |
Shot blasting ceramic beads:
| Specification | Particle Range | Diameter | Sieve Retained Ratio |
| B20 | 0.600-0.850 mm | >0.85mm | <5% |
| 0.6-0.85 mm | >90% | ||
| <0.6 mm | <5% | ||
| B30 | 0.425-0.600 mm | >0.6 mm | <5% |
| 0.425-0.60 mm | >90% | ||
| <0.425 mm | <5% | ||
| B40 | 0.250-0.425 mm | 0.425-0.500 mm | <5% |
| 0.250-0.425 mm | >90% | ||
| <0.250 mm | <5% | ||
| B60 | 0.125-0.250 mm | 0.250-0.300 mm | <5% |
| 0.125-0.250 mm | >90% | ||
| <0.125 mm | <5% | ||
| CB60 | 0.125-0.250 mm | 0.250-0.300 mm | <5% |
| 0.180-0.250 mm | 40-55% | ||
| 0.125-0.180 mm | 35-55% | ||
| 0.106-0.125 mm | <8% | ||
| <0.106 mm | <5% | ||
| CB60+ | 0.125-0.250 mm | 0.250-0.300 mm | <5% |
| 0.180-0.250 mm | 65-75% | ||
| 0.125-0.180 mm | 25-35% | ||
| 0.106-0.125 mm | <5% | ||
| <0.106 mm | <2% | ||
| B80 | 0.180-0.250 mm | 0.250-0.300 mm | <10% |
| 0.180-0.250 mm | 85-100% | ||
| 0.125-0.180 mm | <10% | ||
| B100 | 0.125-0.180 mm | >0.180 mm | <10% |
| 0.125-0.180 mm | >80% | ||
| <0.125 mm | <10% | ||
| B120 | 0.063-0.150 mm | 0.150-0.212 mm | <3% |
| 0.125-0.150 mm | 35-45% | ||
| 0.063-0.125 mm | 55-65% | ||
| <0.063mm | <5% | ||
| NB120 | 0.063-0.125 mm | >0.212 mm | <3% |
| 0.125-0.212 mm | <10% | ||
| 0.063-0.125 mm | >80% | ||
| <0.063 mm | <10% | ||
| FB120 | 0.125-0.150 mm | >0.150 mm | <5% |
| 0.125-0.150 mm | >90% | ||
| <0.090 mm | <5% | ||
| B125 | 0-0.125 mm | >0.125 mm | <5% |
| B150 | 0.063-0.150 mm | >0.150 mm | <5% |
| <0.063 mm | <5% | ||
| B170 | 0.045-0.150 mm | >0.150 mm | <5% |
| 0.045-0.150 mm | >90% | ||
| <0.0.045 mm | <5% | ||
| B170+ | 0.090-0.106 mm | >0.106 mm | <5% |
| 0.090-0.106 mm | 40-65% | ||
| 0.063-0.090 mm | 20-50% | ||
| <0.063 mm | <10% | ||
| BZ170 | 0.045-0.090 mm | >0.090 mm | <5% |
| 0.063-0.090 mm | 70-85% | ||
| 0.045-0.063 mm | 10-30% | ||
| <0.045 mm | <7% | ||
| BY170 | 0.045-0.090 mm | >0.090 mm | <5% |
| 0.045-0.090 mm | >85% | ||
| <0.045 mm | <10% | ||
| WB170 | 0-0.090 mm | >0.090 mm | <5% |
| B205 | 0-0.063 mm | >0.063 mm | <5% |
| B400 | 0.030-0.063 mm | >0.063 mm | <5% |
| <0.053 mm | <30% | ||
| B505 | 0.010-0.030 mm | >0.053 mm | <5% |
Usage
Application of zirconium silicate and zirconia beads:
1. The mechanical industry, such as precision molds, gears, and bearings, undergoes shot peening and brightening treatment. It can also clean the burrs and burrs of molds and mechanical parts.
2. Medical equipment in the industry, such as surgical knives, artificial joints, and human implanted alloy materials, are sandblasted and polished to achieve a bright and non reflective surface effect.
3. Surface shot peening treatment for high-speed rail and automotive parts. It can be used for sandblasting the surface of high-speed iron aluminum alloy components, car engine casings, car wheels, new energy vehicle accessories, and other parts to enhance the metal texture and form a smooth satin effect, preparing for subsequent surface painting. At the same time, shot peening with zirconia silicate beads can also improve fatigue strength and enhance the impact resistance of alloy components.
4. Electronic products such as mobile phones, tablets, and smartwatches have sandblasted metal casings. After shot peening, the metal shell has a uniform and soft matte brightening effect, while also possessing anti fingerprint touch characteristics.
5. In the field of daily use, such as alloy parts of kitchenware and sports equipment, after sandblasting with zirconia silicate beads, the surface metal effect is delicate, antibacterial, and prevents fingerprint residue. It can replace chemical methods for brightening treatment, prevent chemical pollution, and improve surface treatment efficiency.
6. The fatigue resistance and surface stress elimination of aerospace components such as aircraft wings, turbine blades, gears, landing gears, and other aerospace mechanical components.

Packaging&Shipping

Contact: panchen(@)hxabrasive(dot) com
WhatsApp/Wechat:0086 13526538098