



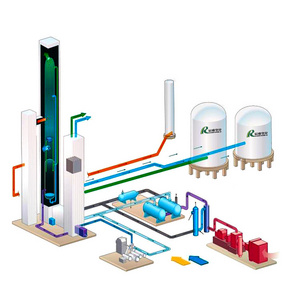
The two-stage rectification tower simultaneously obtains pure nitrogen and pure oxygen at the top and bottom of the upper tower. It is also possible to take out liquid oxygen and liquid nitrogen from the evaporation side and the condensation side of the main cooling respectively. The air separation in the rectification tower is divided into two stages, air is separated for
the first time in the lower tower to obtain liquid nitrogen and at the same time obtain oxygen-enriched liquid air. The oxygen-enriched liquid air is sent to the upper tower for rectification to obtain pure oxygen and pure nitrogen. The upper tower is divided into two sections: with the liquid-air inlet as the boundary, the upper part is the rectification section, which rectifies the rising gas, recovers the oxygen component, and purifies the nitrogen purity, and the lower section is the stripping section to remove the nitrogen components in the liquid, separated to improve the oxygen purity of the liquid.
- Product Details
- {{item.text}}
Quick Details
-
Voltage:
-
110V/220V/380V/415V/customized
-
Weight:
-
16800 KG
-
Dimension(L*W*H):
-
2200*2300*7800mm
-
Product name:
-
Cryogenic ASU Plant
-
Keyword:
-
Cryogenic ASU
-
Application:
-
Medical Used & Industrial use
-
Technology:
-
Cryogenic ASU Technological Process
-
Purity:
-
LOX+O2: ≥99.6%; LIN:≤10ppmO2
-
Discharge Pressure:
-
0.3~20Mpa (adjustable)
-
Function:
-
O2/N2 Seperate
-
Service life:
-
20 Years Under Proper Maintenance
-
After-sale service:
-
video online & spare part
-
Advantage:
-
intelligentialize,energy conservation
Quick Details
-
Place of Origin:
-
Zhejiang, China
-
Brand Name:
-
NUZHUO
-
Production Rate:
-
≥50Nm3/hr
-
Voltage:
-
110V/220V/380V/415V/customized
-
Weight:
-
16800 KG
-
Dimension(L*W*H):
-
2200*2300*7800mm
-
Product name:
-
Cryogenic ASU Plant
-
Keyword:
-
Cryogenic ASU
-
Application:
-
Medical Used & Industrial use
-
Technology:
-
Cryogenic ASU Technological Process
-
Purity:
-
LOX+O2: ≥99.6%; LIN:≤10ppmO2
-
Discharge Pressure:
-
0.3~20Mpa (adjustable)
-
Function:
-
O2/N2 Seperate
-
Service life:
-
20 Years Under Proper Maintenance
-
After-sale service:
-
video online & spare part
-
Advantage:
-
intelligentialize,energy conservation
Products Description

|
Product Name
|
Cryogenic Air Separation Unit Plant
|
|
|
|
|||
|
Model NO.
|
NZDO- 50/60/80/100/CUSTOMIZEDNZDN- 50/60/80/100/CUSTOMIZED
NZDON- 50-50/60-25/80-30/100-50/CUSTOMIZED NZDOAR- 1000-20/1500-30/CUSTOMIZED NZDNAR- 1800-20/2700-30/CUSTOMIZED NZDONAR- 1000-150-20/1500-500-30/CUSTOMIZED |
|
|
|
|||
|
Purity
|
LOX+O2: ≥99.6%; LIN:≤10ppmO2
|
|
|
|
|||
|
Brand
|
NUZHUO
|
|
|
|
|||
|
Accessories
|
Air compressor & Pre- cooling system & Turbo Expandar & Air Purification Unit
|
|
|
|
|||
|
Usage
|
High purity Oxygen & Nitrogen & Argon production machine
|
|
|
|
|||
|
Model
|
NZDON-50/50
|
NZDON-80/160
|
NZDON-180/300
|
NZDON-260/500
|
NZDON-350/700
|
NZDON-550/1000
|
NZDON-750/1500
|
NZDONAr-1200/2000/30y
|
|
|
O2 0utput (Nm3/h)
|
50
|
160
|
300
|
500
|
700
|
1000
|
1500
|
2000
|
|
|
O2 Purity (%O2)
|
9.5
|
≤10
|
≤10
|
≤10
|
≤10
|
≤10
|
≤10
|
≤10
|
|
|
N2 0utput (Nm3/h)
|
50
|
160
|
300
|
500
|
700
|
1000
|
1500
|
200
|
|
|
N2 Purity (PPm O2)
|
9.5
|
≤10
|
≤10
|
≤10
|
≤10
|
≤10
|
≤10
|
≤10
|
|
|
Liquid Argon Ouput
( Nm3/h)
|
|
|
|
|
|
|
|
30
|
|
|
Liquid Argon Purity
( Ppm O2 + PPm N2)
|
|
|
|
|
|
|
|
≤1.5ppmO2 + 4 p p mN2
|
|
|
Liquid Argon Pressure
( MPa.A)
|
|
|
|
|
|
|
|
0.2
|
|
|
Consumption
(Kwh/Nm3 O2)
|
≤1.3
|
≤0.85
|
≤0.68
|
≤0.68
|
≤0.65
|
≤0.65
|
≤0.63
|
≤0.55
|
|
|
Occupied Area
(m3)
|
145
|
150
|
160
|
180
|
250
|
420
|
450
|
800
|
|
---W
ORKING
PRINCIPLE-------------------------------

The basic principle of air separation is
use cryogenic rectification to condense air into liquid and separate the air according to the evaporation temperature of each component.


--- E QUIPMENT ADVANTAGE---------------------------
2.Fully automated system for simple and reliable operation.
3.Guaranteed availability of high-purity industrial gases.
4.Guaranteed by the availability of product in liquid phase to be stored for use during any maintenance operations.
5.Low energy consumption.
6.Short time delivery.
---PRODUCT SPECIFICATION-------------------------
1. Design principle of this plant is based on the different boiling point of each gas in the air. Air is compressed, precooled and got removal of H2O and CO2, then to be cooled in the main heat exchanger until it is liquified. After rectification,production oxygen and nitrogen can be collected.
2. This plant is of MS purification of air with boosting turbine expander process. It is a common air separation plant, which adopts complete stuff filling and rectification for argon making.
3. Raw air goes to air filter for removal of dust and mechanical impurity and enters air turbine compressor where air is compressed to 0.59MPaA. Then it goes into air precooling system, where air is cooled to 17 ℃. After that, it flows to 2 molecular sieve adsorbing tank, which are running in turn, to be got removal of H2O, CO2 and C2H2.
* 1. After purified, air mixes with expanding reheated air. Then it is compressed by middle pressure compressor to be divided into 2 streams. One part goes to main heat exchanger to be cooled to -260K, and sucked from the middle part of main heat exchanger to enter expansion turbine. Expanded air returns to main heat exchanger to be reheated, after that, it flows to air boosting compressor. The other part of air is boosted by high temperature expander, after cooling, it flows to the low temperature boosting
expander. Then it goes to cold box to be cooled to ~170K. Part of it would still be cooled, and flows to bottom of lower column via heat exchanger. And other air is sucked to low tempt. expander. After expanded, it is divided into 2 parts. One part goes to the bottom of lower column for rectification, the rest returns to main heat exchanger, then it flows to air booster after being reheated.
2. After primary rectification in lower column, liquid air and pure liquid nitrogen can be collected in lower column. Waste liquid nitrogen, liquid air and pure liquid nitrogen flows to upper column via liquid air and liquid nitrogen cooler. It is rectified in upper column again, after that, liquid oxygen of 99.6% purity can be collected at the bottom of upper column, and is delivered out of the cold box as production.
3. Part of argon fraction in upper column is sucked to crude argon column. There are 2 parts of crude argon column. The reflux of second part is delivered to the top of first one via liquid pump as reflux. It is rectified in crude argon column to get 98.5% Ar. 2ppm O2 crude argon. Then it is delivered to the middle of pure argon column via evaporator. After rectification in pure argon column, (99.999%Ar) liquid argon can be collected at the bottom of pure argon column.
4. Waste nitrogen from top of upper column flows out of the cold box to purifier as regenerative air, rest goes to cooling tower.
5. Nitrogen from top of assistant column of upper column flows out of cold box as production via cooler and main heat exchanger. If no need nitrogen, then it could be delivered to water cooling tower. For cold capacity of water cooling tower is not sufficient, a chiller needs to be installed.
2. This plant is of MS purification of air with boosting turbine expander process. It is a common air separation plant, which adopts complete stuff filling and rectification for argon making.
3. Raw air goes to air filter for removal of dust and mechanical impurity and enters air turbine compressor where air is compressed to 0.59MPaA. Then it goes into air precooling system, where air is cooled to 17 ℃. After that, it flows to 2 molecular sieve adsorbing tank, which are running in turn, to be got removal of H2O, CO2 and C2H2.
* 1. After purified, air mixes with expanding reheated air. Then it is compressed by middle pressure compressor to be divided into 2 streams. One part goes to main heat exchanger to be cooled to -260K, and sucked from the middle part of main heat exchanger to enter expansion turbine. Expanded air returns to main heat exchanger to be reheated, after that, it flows to air boosting compressor. The other part of air is boosted by high temperature expander, after cooling, it flows to the low temperature boosting
expander. Then it goes to cold box to be cooled to ~170K. Part of it would still be cooled, and flows to bottom of lower column via heat exchanger. And other air is sucked to low tempt. expander. After expanded, it is divided into 2 parts. One part goes to the bottom of lower column for rectification, the rest returns to main heat exchanger, then it flows to air booster after being reheated.
2. After primary rectification in lower column, liquid air and pure liquid nitrogen can be collected in lower column. Waste liquid nitrogen, liquid air and pure liquid nitrogen flows to upper column via liquid air and liquid nitrogen cooler. It is rectified in upper column again, after that, liquid oxygen of 99.6% purity can be collected at the bottom of upper column, and is delivered out of the cold box as production.
3. Part of argon fraction in upper column is sucked to crude argon column. There are 2 parts of crude argon column. The reflux of second part is delivered to the top of first one via liquid pump as reflux. It is rectified in crude argon column to get 98.5% Ar. 2ppm O2 crude argon. Then it is delivered to the middle of pure argon column via evaporator. After rectification in pure argon column, (99.999%Ar) liquid argon can be collected at the bottom of pure argon column.
4. Waste nitrogen from top of upper column flows out of the cold box to purifier as regenerative air, rest goes to cooling tower.
5. Nitrogen from top of assistant column of upper column flows out of cold box as production via cooler and main heat exchanger. If no need nitrogen, then it could be delivered to water cooling tower. For cold capacity of water cooling tower is not sufficient, a chiller needs to be installed.
Recommend Products





Hot Searches
