


- Product Details
- {{item.text}}
Quick Details
-
Core Components:
-
Other
-
Weight (KG):
-
500 kg
-
Product Name:
-
LQ-YRTO
-
Key Selling Points:
-
High Productivity
-
Size:
-
Actual size
-
Peculiarity:
-
High-efficiency/High performance
-
Quality:
-
High quality
-
Application:
-
Heat Transfer
-
Feature:
-
Efficient,Waste incineration
-
Packing:
-
Wooden Case
-
Technology:
-
Gasification incineration technology
-
Function:
-
Waste Treatment
Quick Details
-
Production Capacity:
-
Other
-
Place of Origin:
-
China
-
Model Number:
-
LQ-YRTO
-
Core Components:
-
Other
-
Weight (KG):
-
500 kg
-
Product Name:
-
LQ-YRTO
-
Key Selling Points:
-
High Productivity
-
Size:
-
Actual size
-
Peculiarity:
-
High-efficiency/High performance
-
Quality:
-
High quality
-
Application:
-
Heat Transfer
-
Feature:
-
Efficient,Waste incineration
-
Packing:
-
Wooden Case
-
Technology:
-
Gasification incineration technology
-
Function:
-
Waste Treatment
Products Description


Overview
The liquid waste incinerator is another application of the heat storage type thermal incinerator. Compressed waste liquid is atomized and sprayed into the combustion chamber through a nozzle, and high-temperature oxidation is applied to the waste liquid through the characteristics of RTO heat storage and energy efficiency, resulting in safe emission. This equipment effectively reduces heat energy loss, saves energy, has a high purification efficiency, and does not produce secondary pollution.
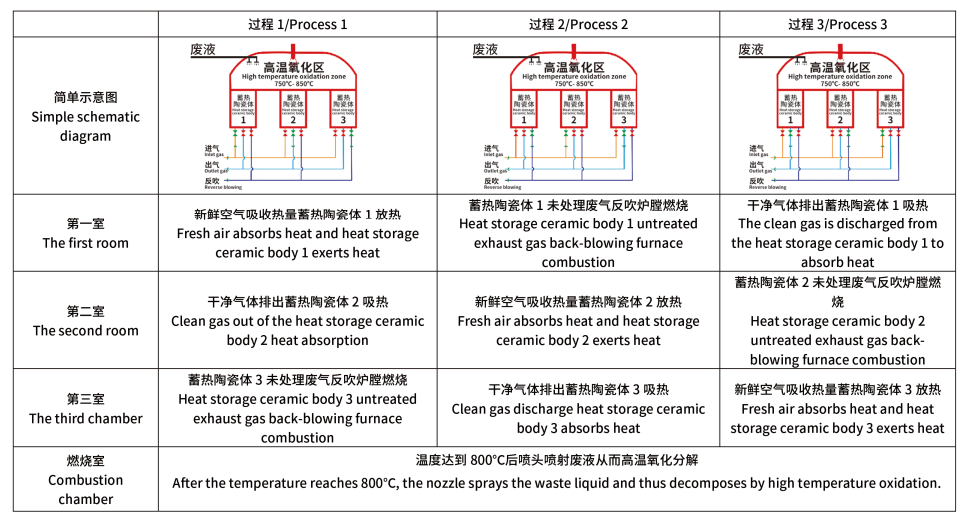
Working Principle
The liquid waste incinerator heats the combustion chamber to above 800 °C. The compressed waste liquid is atomized and sprayed into the combustion chamber and fully mixed with high-temperature air to oxidize and decompose into carbon dioxide and water. The high-temperature gas produced by oxidation flows through specially designed ceramic heat storage bodies, which raises the temperature and the "heat storage" of the ceramic is used to preheat the subsequent fresh air entering the chamber, thus saving fuel consumed for gas heating. The ceramic heat storage bodies should be divided into three or more zones or chambers, and each heat storage chamber undergoes heating, releasing, and cleaning procedures, working continuously in cycles.
Specification
|
Valve selection
|
Poppet valve/Butterfly valve
|
|
Purification rate
|
98% / 99.3%
|
|
Installation method
|
Integral installation / Single installation
|
|
Technical Features
|
1. Low energy consumption: When the intake concentration is between 1500~2000mg/m3, the system can basically operate naturally
without requiring any fuel supply.
2. High waste heat recovery efficiency: The use of new materials (heat storage ceramics) technology allows for waste heat recovery efficiency of up to 95%.
3. Easy operation: The system can be controlled by either
traditional electronic controls or an industrial controller. After parameter calibration, the one-key start-stop function can be used to achieve unattended operation. |
|
Process Flow
|
The liquid waste incinerator is another application of the heat storage type thermal incinerator. Compressed waste liquid is
atomized and sprayed into the combustion chamber through a nozzle, and high-temperature oxidation is applied to the waste liquid through the characteristics of RTO heat storage and energy efficiency, resulting in safe emission. This equipment effectively reduces heat energy loss, saves energy, has a high purification efficiency, and does not produce secondary pollution. |
Selection Criteria
1. If the exhaust gas contains corrosive components such as sulfur and chlorine, it is necessary to inform the supplier during the selection process. Corrosion-resistant materials such as SUS2205 or higher grade materials must be used for manufacturing, and special treatment is required for such gases in the later stage.
2. The maximum temperature limit for a heat storage high-temperature incineration device is <960°C. High-heat materials and high-concentration gases require dilution treatment. If there are special requirements, please inform the supplier to make specific demands on insulation in the design stage.
3. The gas entering the heat storage high-temperature incineration device must not contain dust particles that will cause blockages or tempering, as well as oil mist to prevent tempering and blockage of the heat storage ceramics.
4. For areas where there are emission requirements for nitrogen oxides from high-temperature incineration devices, special attention must be given so that low-ammonia combustion systems are used when purchasing combustion equipment. If there are higher nitrogen contents in the exhaust gas, even with low-nitrogen combustion systems, the emissions standards cannot be met, and further denitrification treatment is required.









Hot Searches
