


- Product Details
- {{item.text}}
Quick Details
-
Dimension(L*W*H):
-
-
-
Weight:
-
2000 KG
-
Place of Origin:
-
Shandong, China
-
Voltage:
-
13KVA+-10%
-
Power:
-
-
-
Product Type:
-
-
-
Product name:
-
Automatic Welding Robot
-
Function:
-
Automatic Spot Welding Machine
-
Welding Method:
-
TIG MIG PAW
-
Machine Type:
-
Welding Rotator
-
Showroom Location:
-
None
-
Video outgoing-inspection:
-
Provided
-
Machinery Test Report:
-
Provided
-
Warranty:
-
1 Year
-
Weight (KG):
-
3500
-
Current:
-
3--500A
Quick Details
-
Machinery Capacity:
-
-
-
Brand Name:
-
STUAA
-
Year:
-
-
-
Dimension(L*W*H):
-
-
-
Weight:
-
2000 KG
-
Place of Origin:
-
Shandong, China
-
Voltage:
-
13KVA+-10%
-
Power:
-
-
-
Product Type:
-
-
-
Product name:
-
Automatic Welding Robot
-
Function:
-
Automatic Spot Welding Machine
-
Welding Method:
-
TIG MIG PAW
-
Machine Type:
-
Welding Rotator
-
Showroom Location:
-
None
-
Video outgoing-inspection:
-
Provided
-
Machinery Test Report:
-
Provided
-
Warranty:
-
1 Year
-
Weight (KG):
-
3500
-
Current:
-
3--500A



Ⅰ
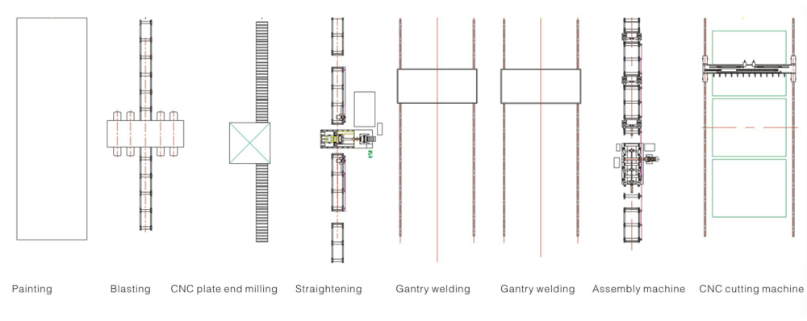
. Composition of H-beam production line
The current international production process of H-beams is roughly divided into four parts:Straight cutting→Assembly of H-beam→Gantry type welding→S traightening of H-beam,The production line solves the problem of low-end, labor-intensive, and difficult mass production of H-beam manufacturing.
Ⅱ.Introduction of the four parts of H-beam
(Ⅰ)Straight cutting
Straight cutting equipment, generally using multi-head straight flame cutting, cost-effective, suitable for general H-beam
straight cutting; if you need to cut a higher precision requirements of H-beam straight, you can use CNC multi-head straight flame cutting machine.
(Ⅱ)Assembly
Adopt vertical assembly method, machine assembly, trolley or manual spot welding, compared with traditional assembly, higher efficiency, higher precision and higher quality.
(Ⅲ)Gantry type welding
Generally for double head gantry submerged arc welding, compared to robot welding, equipment price is low, stable performance, can weld light steel, medium steel, heavy steel can be welded, limitations are small, weld seam forming smooth, beautiful, higher strength.
(Ⅳ) Straightening
General mechanical correction, special available hydraulic correction, respectively, for different plate thickness and strength grade correction; such equipment can be corrected H-beam wing plate and web plate heat deformation, by changing the elastic coefficient to achieve the purpose of correction.
The current international production process of H-beams is roughly divided into four parts:Straight cutting→Assembly of H-beam→Gantry type welding→S traightening of H-beam,The production line solves the problem of low-end, labor-intensive, and difficult mass production of H-beam manufacturing.
Ⅱ.Introduction of the four parts of H-beam
(Ⅰ)Straight cutting
Straight cutting equipment, generally using multi-head straight flame cutting, cost-effective, suitable for general H-beam
straight cutting; if you need to cut a higher precision requirements of H-beam straight, you can use CNC multi-head straight flame cutting machine.
(Ⅱ)Assembly
Adopt vertical assembly method, machine assembly, trolley or manual spot welding, compared with traditional assembly, higher efficiency, higher precision and higher quality.
(Ⅲ)Gantry type welding
Generally for double head gantry submerged arc welding, compared to robot welding, equipment price is low, stable performance, can weld light steel, medium steel, heavy steel can be welded, limitations are small, weld seam forming smooth, beautiful, higher strength.
(Ⅳ) Straightening
General mechanical correction, special available hydraulic correction, respectively, for different plate thickness and strength grade correction; such equipment can be corrected H-beam wing plate and web plate heat deformation, by changing the elastic coefficient to achieve the purpose of correction.
Silicon controlled submerged arc machine(ZD5)
♦Adopt digital control technology; digital control power based on ARM architecture, can match other 485-based communication protocol controller.
♦ High productivity, large melting coefficient, beautiful welding seam, welding speed can reach more than 5 times of manual welding.
♦ 100% load duration, all-weather continuous work.
♦ Slow wire feeding, high energy arc starting, 100% success rate.
Flat and steep power source, can be used as manual welding carbon arc gas planer and electroslag welding power source.
♦with grid voltage automatic compensation function, more stable operation.
♦improve labor conditions, eliminate the danger of electric arc to welders, simple operation, low technical requirements for welders.
♦ wide applicability, more convenient for welding of H-beam, splice plate and pressure vessel.
♦The optional remote control can realize the perfect match of welding center.
♦ High productivity, large melting coefficient, beautiful welding seam, welding speed can reach more than 5 times of manual welding.
♦ 100% load duration, all-weather continuous work.
♦ Slow wire feeding, high energy arc starting, 100% success rate.
Flat and steep power source, can be used as manual welding carbon arc gas planer and electroslag welding power source.
♦with grid voltage automatic compensation function, more stable operation.
♦improve labor conditions, eliminate the danger of electric arc to welders, simple operation, low technical requirements for welders.
♦ wide applicability, more convenient for welding of H-beam, splice plate and pressure vessel.
♦The optional remote control can realize the perfect match of welding center.
|
Parameters
|
ZD5-1000
|
ZD5-1250
|
ZD5-1600
|
||
|
Supply Voltage
|
Three phase 380V50HZ
|
|
|
||
|
Rated input capacity
|
63kVA
|
79kVA
|
122kVA
|
||
|
Rated input current
|
96A
|
119A
|
156A
|
||
|
Current regulation range
|
200—1000A
|
250—1250A
|
300—1600A
|
||
|
Rated load duration
|
100%
|
60%
|
60%
|
||
|
No-load voltage
|
58V
|
58V
|
72V
|
||
|
Insulation grade
|
H
|
H
|
H
|
||
|
Cooling method
|
Air-cooled
|
Air-cooled
|
Air-cooled
|
||
|
Wire diameter(mm)
|
02.5-0)5
|
03.2-05
|
03.2-06
|
||
|
Welding speed
|
40-450
|
40-450
|
40-450
|
||
|
Dimension(mm)
|
730x584x1426
|
730x584x1426
|
730x584x1426
|
||
|
Weight
|
420kg
|
430kg
|
560kg
|
||
Double-arc and double-wire submerged arc welding machine(MZE)
ZD5 or ZD7 series high power DC power source and ZDE-1250 AC square wave submerged arc
welding power source are used to achieve high speed and efficient welding operation.
The welding speed and efficiency are more than 2 times higher than single wire submerged arc welding when welding the same parts.
Different combinations of wires can be used to form the desired alloy weld to improve the performance of the weld.
AC and DC can work simultaneously, or a single wire can be used alone.
DC welds ensure the depth of the weld and AC welds ensure the shape of the weld.
The head can be suspended on a gantry type operable frame or other auxiliary work can be performed.
Power supply is controlled by thyristor for high reliability.
welding power source are used to achieve high speed and efficient welding operation.
The welding speed and efficiency are more than 2 times higher than single wire submerged arc welding when welding the same parts.
Different combinations of wires can be used to form the desired alloy weld to improve the performance of the weld.
AC and DC can work simultaneously, or a single wire can be used alone.
DC welds ensure the depth of the weld and AC welds ensure the shape of the weld.
The head can be suspended on a gantry type operable frame or other auxiliary work can be performed.
Power supply is controlled by thyristor for high reliability.
Good dynamic characteristics, with high precision compensation function for grid voltage fluctuation, more stable output; .
♦ AC square wave output: better arc stability, more beautiful welding seam formation, AC welding without blowing magnetism, less welding defects.
♦ Adjustable output square wave positive and negative half wave: compared with DC submerged arc welding, the welding deposition rate can be increased by 1.5 times, which greatly improves the working efficiency.
♦ AC square wave output: better arc stability, more beautiful welding seam formation, AC welding without blowing magnetism, less welding defects.
♦ Adjustable output square wave positive and negative half wave: compared with DC submerged arc welding, the welding deposition rate can be increased by 1.5 times, which greatly improves the working efficiency.
High temporary load rate design: High overload capacity, suitable for heavy industry use.
It is an alternative product of DC submerged arc welding machine.
It is an alternative product of DC submerged arc welding machine.
|
Parameters
|
ZDE-1000
|
ZDE-1250
|
|
|
Supply voltage frequency
|
Single Phase380V/50HZ
|
|
|
|
Rated input power
|
85.5KVA
|
106.8KVA
|
|
|
Rated input current
|
225A
|
281A
|
|
|
Rated load duration
|
100%
|
60%
|
|
|
Current adjustment range
|
100-1000A
|
100-1250A
|
|
|
Voltage regulation range
|
24-44V
|
24-44V
|
|
|
Output no-load voltage
|
72
|
80
|
|
|
Welding wire Diameter(mm )
|
03.2-05.0
|
03.2-05.0
|
|
|
Welding speed(cm/min)
|
40-450
|
40-450
|
|
|
Weight of welding machine
|
500kg
|
530kg
|
|
|
Welding machine volume(mm3)
|
730x584x1426
|
730x584x1426
|
|
Inverter submerged arc machine(ZD7)
Main features:
Adopt inverter full bridge soft switching technology, low power consumption, more energy saving
♦ Digital control power supply based on ARM architecture, can match other controllers based on 485 communication protocol.
♦Double power supply with same phase parallel output, strong overload capacity and good dynamic adjustment performance.
♦Can set and store the parameters of 10 channels, solving the problem of welding process consistency.
Flat and steep power source, can be used as manual welding carbon arc gas planer and electroslag welding power source.
♦100% load duration, continuous operation all day long.
♦100% load continuity, all-day continuous operation. With grid voltage automatic compensation function, more stable operation.
♦Digital control box communication abalone, very low failure rate.
♦Humanized control system and self-diagnosis function, troubleshooting higher efficiency.
♦Improve labor conditions, eliminate the danger of electric arc to welders, simple operation, low technical requirements for welders.
|
Parameters
|
ZD7-630I
|
ZD7-1000I
|
ZD7-1250I
|
|
Supply voltage / frequency
|
|
Three phase380V±10%/50Hz
|
|
|
Rated input power
|
35.8KVA
|
56.8KVA
|
71KVA
|
|
Rated input current
|
51A
|
83A
|
115A
|
|
Rated load duration
|
60%
|
100%
|
100%
|
|
Output current adjustment range
|
60-630A
|
100-1000A
|
100-1250A
|
|
Output voltage adjustment range
|
14-44V
|
16-50V
|
16-50V
|
|
Output no-load voltage
|
68V
|
72V
|
80V
|
|
Efficiency
|
>89%
|
>89%
|
>89%
|
|
Power Factor
|
>0.87
|
>0.87
|
>0.87
|
|
Diameter of welding wire used (mm)
|
01.6-04
|
02.4-05.0
|
02.4-05.0
|
|
Weight of the welding machine
|
60kg
|
90kg
|
100kg
|
|
Welding machine volume(mm)
|
620x360x700
|
700x360x770
|
700x380x770
|
|
Main transformer insulation level
|
|
H
|
|
|
Output reactor insulation class
|
|
B
|
|
0G-3000/0G-4000/0G-5000Multi-head straight cutting machine
QG series multi-head straight flame cutting machine,It is a high efficiency oxyacetylene (or propane) flame cutting equipment. The machine is installed with 10 sets of torches, 9 of which are cutting in a straight line along the longitudinal direction and the other set of torches are cutting along the transverse end. This machine adopts AC motor frequency conversion speed control, with large speed range, stable and reliable, and high cutting accuracy, which can cut rectangle, square and straight strip, and is the necessary equipment for mechanical industry, especially for metal structure factory, shipbuilding industry, crane and
transporter, etc.
Features:
Door structure design, box beam structure, high strength and rigidity;The longitudinal and transverse travel adopts AC motor imported inverter stepless speed regulation, large speed range, stable and reliable, high cutting accuracy, transverse travel reducer system adopts planetary reducer, with silent, maintenance-free and other functions;
■ Longitudinal travel mechanism adopts alloy steel rail for railroad,Then refined to make The transverse travel guide is 45 gauge steel, directly welded on the crossbeam, formed after heat treatment, planing and grinding: the gas circuit system adopts central gas collection unit, pressure regulating unit, solenoid valve, one-way valve, flow regulating valve and anti-tempering device, forming a system with functions such as stepless adjustment of pressure flow and prevention of tempering for high and low pressure conversion, ensuring the safety and high efficiency of cutting. Translated with www.DeepL.com/Translator (free version)
■ Torch parts are all brand products of domestic designated manufacturers, low maintenance costs.
|
Type
|
QG-3000
|
QG-4000
|
QG-5000
|
||
|
Rail Gauge
|
3000mm
|
4000mm
|
5000mm
|
||
|
Rail length
|
15000mm
|
|
|
||
|
Drive form
|
Single-sided
|
|
Bilateral
|
||
|
Cutting length
|
12500mm
|
|
|
||
|
Cutting width
|
120-2300mm
|
120-3300mm
|
120-4300mm
|
||
|
Cutting speed
|
100-750mm
|
|
|
||
|
Cutting thickness
|
6-100mm
|
|
|
||
|
Maximum travel speed
|
4000mm/min
|
|
|
||
|
Number of cutting torches (configuration can be changed)
|
Transverse cutting torch: 1 group , longitudinal cutting torch: 9 groups
|
|
|
||
|
Cutting source
|
Oxygen working pressure:8x105pa-10x105paAcetylene working pressure:0.5x105pa-0.6x105pa
|
|
|
||
|
Power supply
|
AC 3 phase 380V 50HZ
|
|
|
||
|
Rated input capacity
|
1KVA
|
|
|
||
|
Mainframe external dimensions (LxWxH))
|
3200x1800
|
4200x1800
|
5200x1800
|
||
|
Host weight(T)
|
1.6
|
1.8
|
2.5
|
||
SOG-3000/SQG-4000/SOG-5000 CNC multi-head straight cutting machine
SQG series multi-head CNC flame cutting machine is a high efficiency, high precision and
high reliability multi-functional thermal cutting automatic machine integrating CNC system, precision mechanical drive and
cutting.
Horizontal linear cutting, as well as automatic cutting of any flat geometry.
The machine is installed with 10 groups of torches, 8 of which are for
straight line cutting along the longitudinal direction, the other two torches are CNC
torches, one group of torches is installed on the active trolley, the other group of torches is installed on the driven trolley,
the two trolleys can cut in the same direction along the transverse direction, which is the necessary equipment for mechanical industry, especially for metal structure factory, shipbuilding industry, lifting and transportation machinery, etc.
Features:
CNC control system with the United States Hypertherm MICROEDGE or Spain FAGOR8035M CNC control system: servo drive system using Japan Panasonic full digital AC servo drive system: door type box structure design, light weight, high strength and rigidity;
torches, one group of torches is installed on the active trolley, the other group of torches is installed on the driven trolley,
the two trolleys can cut in the same direction along the transverse direction, which is the necessary equipment for mechanical industry, especially for metal structure factory, shipbuilding industry, lifting and transportation machinery, etc.
Features:
CNC control system with the United States Hypertherm MICROEDGE or Spain FAGOR8035M CNC control system: servo drive system using Japan Panasonic full digital AC servo drive system: door type box structure design, light weight, high strength and rigidity;
AC motor through the imported large speed ratio planetary reducer deceleration, with silent, maintenance-free features longitudinal and transverse travel are made of special alloy steel rack drive, rack precision up to 7 levels:
Longitudinal precision heavy load rail using alloy steel rail for railroads, precision machining made of heavy rail (38kg)
■The numerical control head is guided by linear guide.
The pneumatic system adopts central air collection unit, pressure adjustment unit, solenoid valve, one-way valve, flow adjustment valve and backfire preventer to form a system with only high and low pressure conversion, steplessly adjustable pressure and flow and backfire prevention to ensure the safety and high efficiency of cutting.
■The numerical control head is guided by linear guide.
The pneumatic system adopts central air collection unit, pressure adjustment unit, solenoid valve, one-way valve, flow adjustment valve and backfire preventer to form a system with only high and low pressure conversion, steplessly adjustable pressure and flow and backfire prevention to ensure the safety and high efficiency of cutting.
Cutting Torch parts are all brand products of domestic designated manufacturers, with low maintenance cost.
|
Type
|
QG-3000
|
QG-4000
|
QG-5000
|
||
|
Track length
|
3000mm
|
4000mm
|
5000mm
|
||
|
Drive form
|
Single-sided
|
Bilateral
|
Bilateral
|
||
|
Cutting length
|
12500mm
|
|
|
||
|
Cutting width
|
|
|
|
||
|
Cutting speed
|
|
|
|
||
|
Cutting thickness
|
6-100mm
|
|
|
||
|
Maximum travel speed
|
120-2300mm
|
120-3300mm
|
120-4300mm
|
||
|
Number of torches (configurations can be changed)
|
Transverse cutting torches: 2 groups ,longitudinal cutting torches: 8 groups
|
|
|
||
|
Cutting source
|
Oxygen working pressure:8x105pa-10x105pa Acetylene working pressure:0.5x105pa-0.6*x05pa
|
|
|
||
|
Power supply
|
220V 50HZ
|
|
|
||
|
Rated input capacity
|
2KVA(Cutting power supply not included)
|
|
|
||
|
Mainframe external dimensions (LxWxH)
|
3200x1800x1800mm
|
4200x1800x1800mm
|
5200x1800x1800mm
|
||
|
Weight(T)
|
2.2
|
3
|
3.2
|
||
HZZ Series Assembly Machine
HZZ series assembly machine adopting vertical erection method, it has more perfect automatic function than the traditional model, no need to adjust the size when working, hydraulic clamping, positioning and pressing are completed simultaneously with spot welding and conveying, which improves the production efficiency, suitable for automatic erection of H-beam with equal cross-section; or variable cross-section beam H-beam with slope <15° and web height difference:600mm.
Adopt batch positioning alignment device to automatically complete steel plate alignment and positioning without manual adjustment.
Adopt batch positioning alignment device to automatically complete steel plate alignment and positioning without manual adjustment.
The main machine adopts automatic hydraulic clamping structure for three groups of wing plates and web plates, which solves the problem of swinging genus in web feeding. Double automatic C02 spot welding heads are set symmetrically, and the welding gun adopts pneumatic feeding and mechanical guide wheel tracking, with high spot welding quality.
The main control system adopts imported frequency converter to realize logic control, and the control valve of hydraulic system adopts advanced superposition valve control.
The main control system adopts imported frequency converter to realize logic control, and the control valve of hydraulic system adopts advanced superposition valve control.
|
Type
|
HZZ-1200
|
HZZ-1500
|
HZZ-1800
|
||
|
Web height
|
200-1200mm
|
200-1500mm
|
200-1800mm
|
||
|
Thickness of web
|
6-32mm
|
|
|
||
|
Airfoil width
|
200-800mm
|
|
|
||
|
Airfoil thickness
|
6-40mm
|
|
|
||
|
H-beam length
|
4000-15000mm
|
|
|
||
|
Assembly speed
|
500-2000mm/min
|
|
|
||
|
Input roller conveyor
|
2400mmx1(Active roller conveyor)+2400mmx2(Slave roller conveyor)
|
|
|
||
|
Output roller conveyor
|
2400mmx3 Slave roller conveyor
|
|
|
||
|
Centering method
|
Manual batch positioning, hydraulic automatic clamping alignment, intermediate spot welding
|
|
|
||
|
Speed Control
|
Imported AC inverter stepless speed control
|
|
|
||
|
Rated input capacity
|
31.9KVAx2
|
|
|
||
|
Welding Systems
|
NB-500 controllable silicon arc welding power source x2
|
|
|
||
|
Welding power input capacity
|
31.9KVAx2
|
|
|
||
|
Power supply
|
AC 3 phase 380V 50HZ
|
|
|
||
|
Host size
|
1750x2850x4350mm
|
1750x2850x4850mm
|
1750x2850x5150mm
|
||
|
Gross weight(T)
|
8
|
8.3
|
8.5
|
||
LMZ series gantry welding
LMZ series H-beam gantry type automatic submerged arc welding machine is the H-beam
welding equipment developed by our company on the basis of absorbing the advantages of similar products at home and abroad
according to the market needs.The machine is mainly used for submerged arc welding of H-beam, with a high degree of welding
automation and easy operation: the head has three straight lifting, angle adjustment (0~180° and other functions.To adapt to the
needs of different welding workpieces, the flux is fed by gravity and automatically recovered:The two welding heads can both weld
at the same time and separately, while the welding speed of the eye is uniform and steplessly adjustable. Meet the requirements of
GB8118-87 standard.
The welding power source and wire feeder head adopt our unique imitation Lincoln ZD5 series DC arc welding power source and MZ9
type wire feeder head with three patented technologies, which have stable performance and high reliability.
Equipped with automatic double guide arc device, it can dynamically track the weld seam and realize two-way reciprocating welding
to ensure the quality of the weld seam and improve the working efficiency.
Equipped with automatic flux feeding and recovery device, it can reduce flux loss, reduce workers' labor intensity and improve
production efficiency.
Gantry travel is controlled by frequency converter (Taiwan Delta) and driven by AC motor to achieve stepless speed regulation.
Mechanical action control and welding power control are integrated design, easy to operate.
Single wire single arc, double wire single arc or double wire double arc welding process can be selected according to the user's
welding process
requirements.
|
Product Model
|
LMZ-1500
|
LMZ-1800
|
|
|
Input power
|
AC 3-Phase 380V 50Hz
|
|
|
|
Input power capacity
|
158KVA
|
162KVA
|
|
|
Webbing height
|
200-1500mm
|
200-1800mm
|
|
|
Webbing Thickness
|
6-32mm
|
|
|
|
Airfoil width
|
200-600mm
|
200-800mm
|
|
|
Airfoil thickness
|
6-40mm
|
|
|
|
Variable section slope
|
≤15°Equal Slope
|
|
|
|
Web height difference
|
≤600mm
|
|
|
|
Workpiece height to width ratio
|
Web height/wing width≥1.2
|
|
|
|
Workpiece length
|
4-15m
|
|
|
|
Gauge
|
4m
|
5.5m
|
|
|
Track length
|
18m
|
|
|
|
Welding speed
|
0.3-1.2m/min(Depending on welding process, stepless speed adjustment)
|
|
|
|
Maximum travel speed
|
2.5m/min
|
|
|
|
Wire tray capacity
|
150KG*2
|
|
|
|
Applicable welding wire
|
ф3-ф5mm
|
|
|
|
Welding power supply
|
ZD5-1000 2Sets
|
|
|
|
Mainframe Form Factor
|
2.8x4.8x4.5m
|
2.8x5.8x6.0m
|
|
T-series
Gantry Welding
T-series gantry welding mainly consists of T-cantilever gantry, cross beam, adjusting and tracking mechanism, wire tray
support, etc.
The gantry is driven by AC motor and decelerated by economic speed machine to realize longitudinal empty walking or welding walking, the walking speed is controlled by inverter, stepless speed regulation, so as to facilitate the control of different welding speeds.
The adjusting and tracking mechanism includes guide pillar, lifting and trailing plate, double rotary mechanism, cutting edge tracking wheel device, lifting and reducer and motor. The tracking range is large and can achieve 360 degree tracking in any one direction, unlike the ordinary H-beam welding which only tracks two mutually perpendicular directions. The adjustment is convenient and reliable.
Welding power supply and wire feeder head with high control accuracy, good net voltage compensation, multi-characteristic output, low lower limit current, etc.
The wire feeding head adopts hanging wire feeding head, which is composed of wire feeding mechanism, wire straightening mechanism, welding gun, conductive device, etc. The hanging wire feeding head is compact, the feeding motor adopts DC motor, the wire feeding reducer adopts planetary reducer, the output efficiency is high, the torque is large, the wire feeding stability is high, the welding seam quality is good, and the forming is beautiful.
Solder recovery adopts direct-air pump type recovery mechanism, which has a simple structure and is easy to use, and automatically recovers and feeds the solder flux, with good recovery effect. It can improve production efficiency and flux utilization rate. The flux feeding and recycling system is mainly composed of the main case, the straight air elephant, the filter, the drum, the conveying tube, etc.
The control system adopts the centralized control method to control the gantry walking, the adjustment of the two welding heads, the start and stop of the flux recovery device, the two welding power sources of the lead arc welding receiving arc, wire feeding, etc. The two welding heads can weld at the same time, but also separately, the welding process automatically speaks line, with an emergency stop button, welding speed electric frequency converter control
The welding process is automatic, with an emergency stop button, welding speed electric frequency converter control, stepless speed regulation.
Solder recovery adopts direct-air pump type recovery mechanism, which has a simple structure and is easy to use, and automatically recovers and feeds the solder flux, with good recovery effect. It can improve production efficiency and flux utilization rate. The flux feeding and recycling system is mainly composed of the main case, the straight air elephant, the filter, the drum, the conveying tube, etc.
The control system adopts the centralized control method to control the gantry walking, the adjustment of the two welding heads, the start and stop of the flux recovery device, the two welding power sources of the lead arc welding receiving arc, wire feeding, etc. The two welding heads can weld at the same time, but also separately, the welding process automatically speaks line, with an emergency stop button, welding speed electric frequency converter control
The welding process is automatic, with an emergency stop button, welding speed electric frequency converter control, stepless speed regulation.
|
Input power
|
|
AC380V50Hz
|
|
|
Input power capacity
|
|
Host power 8KW + capacity of matching welder
|
|
|
Matching welder
|
|
According to user requirements
|
|
|
Gantry welder gauge
|
|
1000mm
|
|
|
Max. empty travel speed
|
|
2.5m/min
|
|
|
Drive method
|
|
Single-sided drive
|
|
|
Welding position
|
|
Boat-shaped welding
|
|
|
Maximum capacity of wire tray
|
|
150Kgx1
|
|
|
Applicable wire diameter
|
|
ф3-ф5mm
|
|
|
Solder recycler capacity
|
|
50Lx1
|
|
|
Dimension of main machine (LxWxH)
|
|
2.8mx4.5mx2.8m
|
|
|
Traveling track length
|
|
18000mm
|
|
|
Welding speed
|
|
0.3~1.2mtin(depending on the welding process, stepless speed regulation)
|
|
|
Suitable
Use H Type Steel |
Web height H
|
200~2000mm
|
|
|
|
Thickness of web t1
|
6~32mm
|
|
|
|
Airfoil width B
|
200~1000mm
|
|
|
|
Airfoil thicknesst2
|
6~40mm
|
|
|
|
H-beam length
|
4000-15000mm
|
|
|
|
Web height/wing width
|
H/B≥1.2
|
|
X-type single cantilever gantry welding
1. Electrical control system
2. Gantry
3. Wire feeding frame
4. Adjustment tracking mechanism
5. H-beam
5. H-beam
6.H-beam material frame
7.Welding power source
8.Recycling system
|
Input power
|
|
AC380V50Hz
|
|
|
Input power capacity
|
|
Host power 7.5KW + capacity of matching welder
|
|
|
Matching welder
|
|
According to user requirements
|
|
|
Gantry welder gauge
|
|
1000mm
|
|
|
Max. empty travel speed
|
|
2.5m/min
|
|
|
Drive method
|
|
Single-sided drive
|
|
|
Welding position
|
|
Boat-shaped welding
|
|
|
Maximum capacity of wire tray
|
|
150Kg
|
|
|
Applicable wire diameter
|
|
ф3-ф5mm
|
|
|
Solder recycler capacity
|
|
50L
|
|
|
Dimension of main machine (LxWxH)
|
|
2.8mx2.3mx2.8m
|
|
|
Traveling track length
|
|
18000mm
|
|
|
Welding speed
|
|
0.3~1.2mtin(depending on the welding process, stepless speed regulation)
|
|
|
Suitable
Use H Type Steel |
Web height H
|
200~2000mm
|
|
|
|
Thickness of web t1
|
6~32mm
|
|
|
|
Airfoil width B
|
200~1000mm
|
|
|
|
Airfoil thicknesst2
|
6~40mm
|
|
|
|
H-beam length
|
4000-15000mm
|
|
|
|
Web height/wing width
|
H/B≥1.2
|
|
Double wire and double arc box beam welder
LMZ (T) series box beam gantry welder is a special welding equipment designed for box beam (flat corner welds) welding. The machine adopts gantry type main body mechanism, double variable drive, frequency conversion stepless speed control: the welding tracking adopts mechanical relying on wheel tracking method, left and right floating tracking, up and down mainly relying on tracking mechanism self-weight tracking method. In order to improve welding efficiency, double wire double arc welding (in the case of plate thickness, three wire three arc welding can be used). The workpiece is fixed and the gantry is moved. By replacing the arc guide wheel, it is possible to perform double-wire double-arc welding on Superman H-beams (one machine is multi-purpose, saving cost).
|
Input power
|
AC380V 50Hz
|
|
Input power capacity
|
Host power 10KW + capacity of matching welder
|
|
Matching welder
|
According to user requirements
|
|
Gantry welder gauge
|
4000mm
|
|
Max. empty travel speed
|
2.5m/min
|
|
Welding position
|
Boat-shaped welding or flat fillet welding
|
|
Welding method
|
Double filament double arc
|
|
Maximum capacity of wire tray
|
100Kgx4
|
|
Applicable wire diameter
|
ф3-ф5mm
|
|
Solder recycler capacity
|
50Lx2
|
|
Mainframe external dimensions (LxWxH)
|
3.2mx5.2mx4.4m
|
|
Traveling track length
|
18000mm
|
|
Welding speed
|
0.3~12m/min (depending on welding process, stepless speed adjustment)
|
|
Box beam length
|
200~15000mm
|
|
Height of box beam
|
300~1200mm
|
|
Box beam width
|
300~1200mm
|
|
Box beam plate thickness
|
16~50mm
|
|
Web height/wing width
|
H/B≥1.2
|
HY.-40A/HYJ-40B H-beam straightening machine
This series of straightening machine is used to straighten the thermal deformation of
H-beam wing plates that warp upward during the welding process with the web plate, using the upper roll device and lever principle of the upper roll device and drive roll, when the corrected wing plate through the bending deformation, due to the prefabricated force is greater than the yield point of the wing plate material, so that the elastic recovery coefficient becomes smaller, so as to achieve the purpose of correction, the series of equipment is divided into mechanical correction and hydraulic correction, respectively, for different plate thickness and strength.
This series of equipment is divided into mechanical straightening and hydraulic straightening according to the different output force of the upper roller device.
This series of equipment is divided into mechanical straightening and hydraulic straightening according to the different output force of the upper roller device.
|
Projects
|
750
|
1050
|
1260
|
||
|
Maximum processed H-beam cross-section size (mm)
web x wing plate |
750x450
|
1000x500
|
1250x600
|
||
|
Total power of three-dimensional drill motor(KW)
|
20
|
25
|
28
|
||
|
Total power of band saw machine motor(KW)
|
12
|
12
|
12
|
||
|
Total power of the locking machine(KW)
|
20
|
20
|
20
|
||
|
Production line occupying width
|
4500
|
4800
|
5000
|
||
|
Typical line length
|
About 60m
|
|
|
||









Hot Searches
