- Product Details
- {{item.text}}
Quick Details
-
service:
-
life time
Quick Details
-
Place of Origin:
-
Guangdong, China
-
Brand Name:
-
shijia
-
Weight (KG):
-
15000
-
service:
-
life time

1.1 TECHNICAL SPECIFICATION
DESCRIPTION SPECIFICATION
Press Force 1850MT
B illet diameter Ø 178mm
C ontainer inner Diameter 185mm
Billet length Min~Max 300~900mm
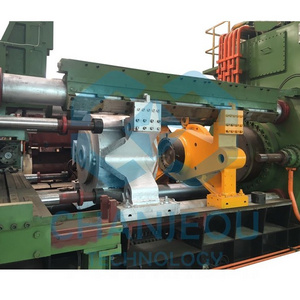
1.2 PRESS DESCRIPTION
A n extrusion press installation for direct extrusion of heated light metal billets to form sections, such as rod, tubes and other types of different shapes of profiles.
T he press consist of the following main items:
A- Main Cylinder:
T he main ram cylinder housing made of forged steel 35 T he two sides of sub cylinders are made of high strength pre-stress forged steel #45 to provide maximum tension pressure.
B- Tie Rods and Pre-stress frame
Tie Rods made of a high strength pre-stress SC45 steel to provide maximum tension load, to ensure the lifetime. D ouble nut type with a spacer which minimize the working load of the thread and act as locking nuts.
Tie-rods are with Pre-stress frame.
C- Stem
T he stem is Hydraulically actuated by the two cylinders. T he quick movements are attained by the external cylinder. T he ram is internally guided to be in perfect alignment. T he ram is made of high strength and treated stee l AISI H13 quality to support all the deformation and large force.
D- Dummy block
F ixed Dummy block is used to protect the stem from having direct contact with the billet . Fixed dummy stem is rigidly fastened to the front end of the cross head with the tapered sleeve providing for easy replacement.
E- Container and Container holder:
1. T he Billet container housing is made by cast SC35 and heating is done by resistance heating elements through in the shell and controlled by temperature controller.
2. A tire of 5CrMnMo steel heat shrink fitted with AISI H13 liner is insert into the container housing.
3. T he sealing of the container to the face of the die is done by four hydraulic cylinders that inserted in the back platen.
4. T he container has double liner to make it easier to repair and maintain. T he damaged liner can be replace without affecting the container.
F- Butt Shear with hydraulic knocker.
Hydraulic Vertical B utt end shear with butt knocker facility along with conveyor (optional)for easy butt disposal. Safety interlock to prevent container close to butt shear.(Shear Blade : AISI H13)
G- Front Platen
Front Platen is made of SC35 from high quality cast housing with extend thickness to ensure the struct u r e to stand the extrusion force . It should not have any crack flow and the materials should not contain any impurity. An elliptical opening pressure ring (made from H13) to stand the pressure again this pattern and allow exit of extruded profile.
H- Cassette System
C assette Die changing system is precisely machined and phosphor bronze lined to present tool carrier to the position of extrusion .It come with stuck billet removal facility and shifting table. New dies is set on position for new die change in order to minimal the cycle time.
I- Linear Billet Loader.
The linear billet loader is driven by servo motor, it receives the billet, push the billet into the container for extrusion. Where it positioned is between the container and stem.
T he die boxes sliding in the front beam, operated by the double action hydraulic cylinder, when it ’ s necessary, the die sliding cylinder could use it as the shear.
1.3 HYDRAULIC SYSTEM
Ø 3 axial plunger pumps of variable flow Rexroth A15VSO2 8 0E2
Ø 1 pilot delivery pump and 1 pump for cooling and filtering
Ø L ogic valves to couple different movements and to reduce dead-time.
Ø Oil Tank mounted with return line filters & with magnetic system. Magnetic mantle fixed inside the tank.
Ø Cooling, heat exchanger system to keep the oil in good working temperature conditions.
Ø Hydraulic Servo System through PLC, PID Controls using dedicated electronic PCA, which controls the pump
Ø Piping: Rigid steel type with flange mounting , high quality durable hose pipe where is required as it absorbs
1 850MT Extrusion Press Technical Data 1850MT
1, Material to be extruded Aluminum and alloys
2 , Main products Shape, rod, flat and extruded profiles.
3 , Billet size
Billet diameter φ 178mm
Billet Max Length 900mm
4 , Press Capacity
a) Main Cylinder φ 920mm
Side Cylinder φ 220 × 2
Extrusion 250kg/cm ² 1850T
B) Container Cylinder
Container sealing 150 kg/cm2 1 60 T
Container opening 120 kg/cm2 1 2 0T
C) Main Shear 120 kg/cm2 50T
5 , Speed
Theoretical Max Extrusion speed 0.2-18mm/s
6 , Hydraulic Oil pump
3 axial plunger pumps of variable flow Rexroth A15VSO2 8 0E2
7 , Electric motor
Main motor : Cage type, Induction motor (MADE IN CHINA)
132KW6P-980rpm-415V50HZ x 3 SETS
8 , Controlling loop: DC 24V
9 , Electrical components PLC; Limit switch is Balluff or Ifm; AC contactor, air switch and push button are Schneider; Touch screen is 10 ’’ touch screen.
10 , Cycle time (approximately)
Dead cycle time ≤ 20sec
Note: The dead cycle time is calculated with the maximum billet length
11 , Die stack size φ 3 8 0mm × 380 mm depth
12 ,Container size φ 18 5 x 950 mm(L)
13 ,Container heater
Electric resistance inserted in the container outer liner
14 ,Hole in platen φ 2 1 0-Ellipse250mm
15 ,Capacity of oil tank 9000liter
16 ,Overall Weight (approx) of the press 142ton
17 , Press device
Control system