

Foshan Zeren Precision Casting Co.,Ltd.
i
s founded in 2009,
with a precision casting plant and a mechanical processing plant
, located in Zhaodaxinzhao Industry Park in Shishan Town of Nanhai District of Foshan City, Guangdong province.
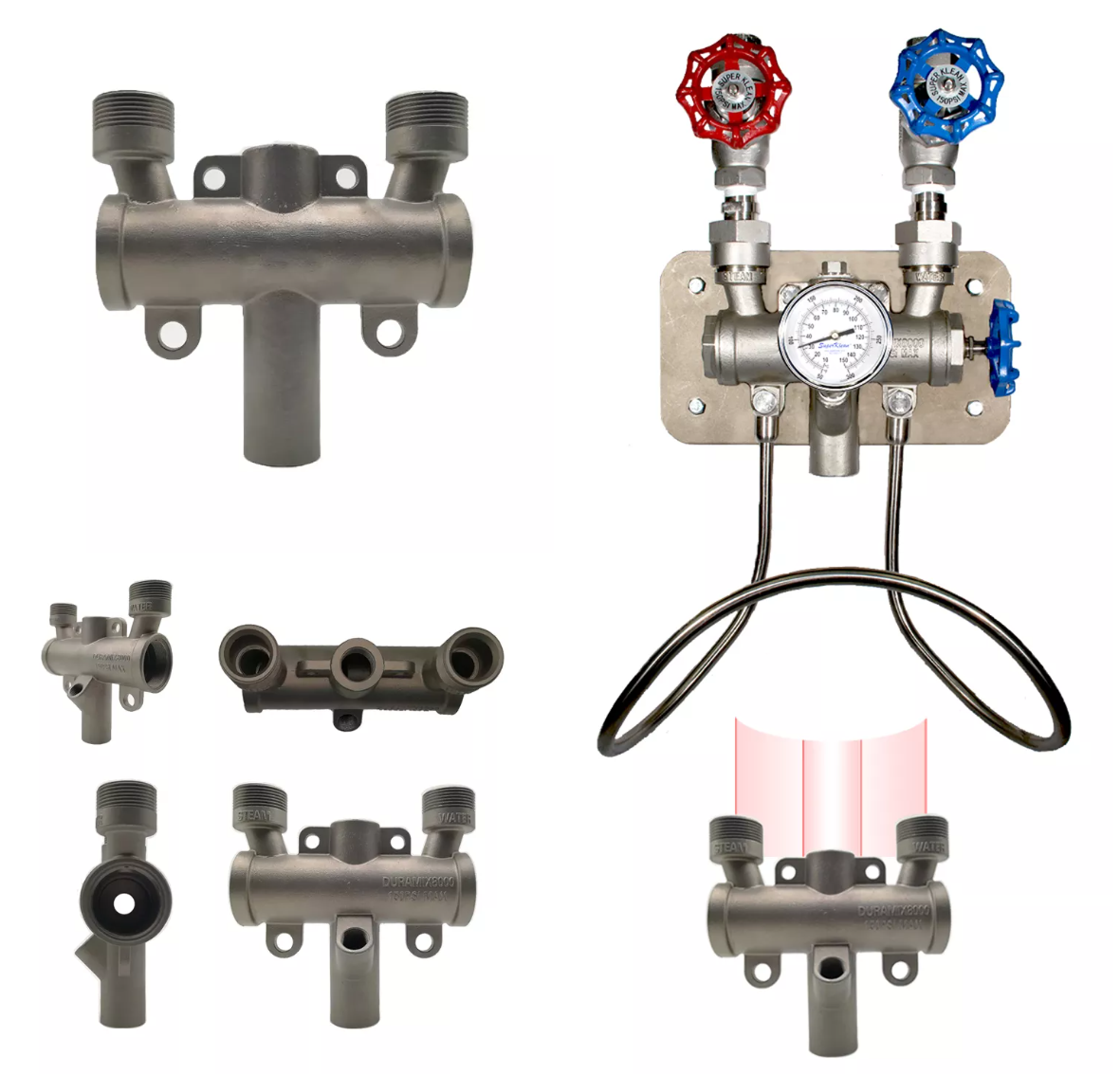
We use
advanced investment casting(lost wax casting) process for precision castings production, which are made of Stainless steel, carbon steel and alloy steel
.
We can also provide subsequent machining of casting, and have passed and implemented the ISO9001:2015 quality management system.