The system ensures clean and contamination-free transfer, making it suitable for industries like chemical, and food processing.
Its advantages include precise and continuous conveying, reduced manual handling, and improved productivity. The vacuum conveyor system is an ideal choice for automating material feeding and conveying processes, enhancing efficiency in various industries.
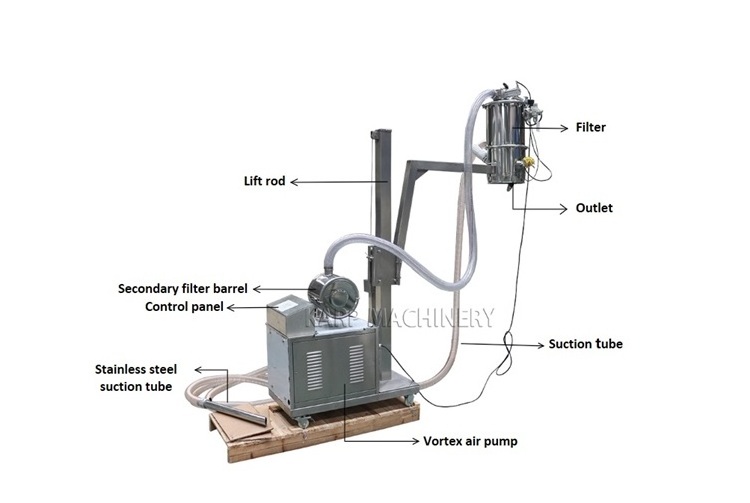
Structure